

現代の製造業は「第4次産業革命(Industry 4.0)」と呼ばれる変革期にきていると言われています。この変革の中心となっておいるのが「スマートファクトリー」という概念であり、それは旧来のファクトリーオートメーションを超えたもとのしてとらえられています。
従来、製造現場における生産管理や機械制御は、熟練工の勘や経験、あるいは分断されたIT/FAシステムによって行われてきました。しかし、近年、市場ニーズの多様化とサプライチェーン効率化の考えが進行し「お客様毎の個別対応生産」要求が急激に増加し、さらには労働力不足といった社会的課題もあいまって、製造業は抜本的な構造改革を迫られていると認識されています。
本記事では、スマートファクトリーの定義やその構成要素を紐解き、その実現において「MES:製造実行システム」が果たす役割について解説します。特に、MESが単なる管理ツールから、工場全体の「中枢神経系」へと進化している最新事情にも触れていきたいと思います。
スマートファクトリーの考え方
スマートファクトリーについては、様々な定義がされていて学術的には「デジタルツイン」「サイバーフィジカルシステム」など小難しい定義がされていますが、もう少し「現実的に役に立つ考え」として目線を下げていくと、下記のようなものであると考えることができるでしょう。
従来の自動化工場とスマートファクトリーの決定的な違いは、「学習」や「自律性」にあるといわれています。従来の自動化は、事前にプログラムされた動作を高速かつ正確に繰り返すことに主眼が置かれており、これは「ファクトリーオートメーション」と呼ばれる分野となりますが、対してスマートファクトリーは、蓄積されたデータを解析しこのデータを活用して、「プロセスの可視化」「将来の傾向や発生する事態を予測」「製造時の対処の判断支援・自動判断処理」などを実装し、継続的なプロセス改善(カイゼン)を実施することにあり、最終到達点はこのサイクルをシステムが自己修正・自己最適化するところにあると、MES開発を実施しているチームの視点として考えています。
スマートファクトリーを構成する5つの柱
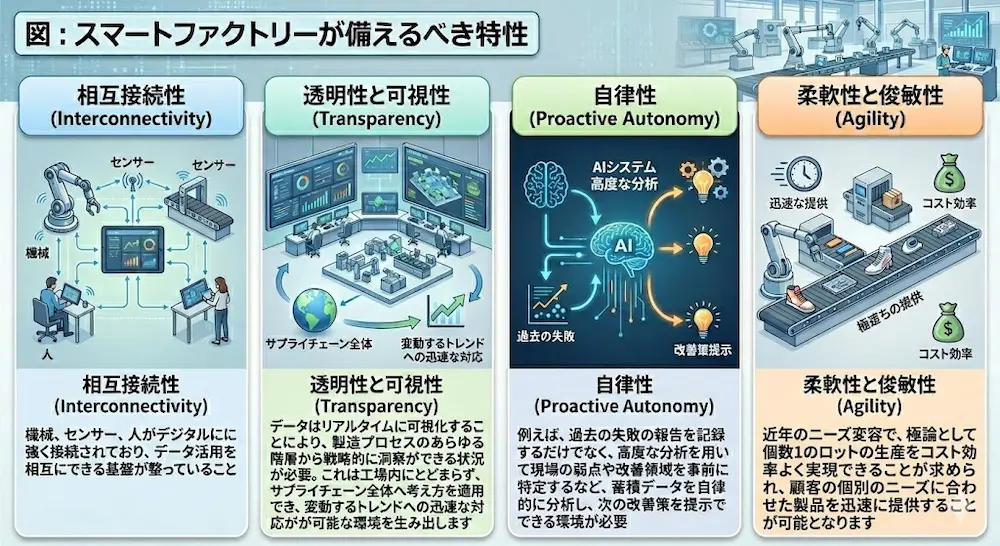
製造においては製品種別や工場のレイアウト、設備工などにより様々な違いがありますが、スマートファクトリーを成功させるための構成要素は普遍的に存在します。
| 構成要素 | 概要と役割 |
|---|---|
| データ (Data) | スマートファクトリーの血液。機械の稼働状況、品質測定値、環境データなどがリアルタイムで収集される基盤 |
| テクノロジー (Technology) | IoT、AI、クラウド、エッジデバイスなど、データを処理し物理的動作に変換するツール群 |
| プロセス (Process) | テクノロジーを活用するために再定義された業務フロー。事後対応型から予測型へのプロセス転換が必要とされる。 |
| 人 (People) | システムの監視、複雑な判断、創造的改善を行う主体。デジタルツールにより能力が拡張される。 |
| セキュリティ (Security) | 外部ネットワークと接続される工場において、物理的な損害やデータ流出を防ぐための必須要件 |
製造実行システム(MES)の機能と役割、スマートファクトリーとの強い関係性について
MESの中心的な機能とは
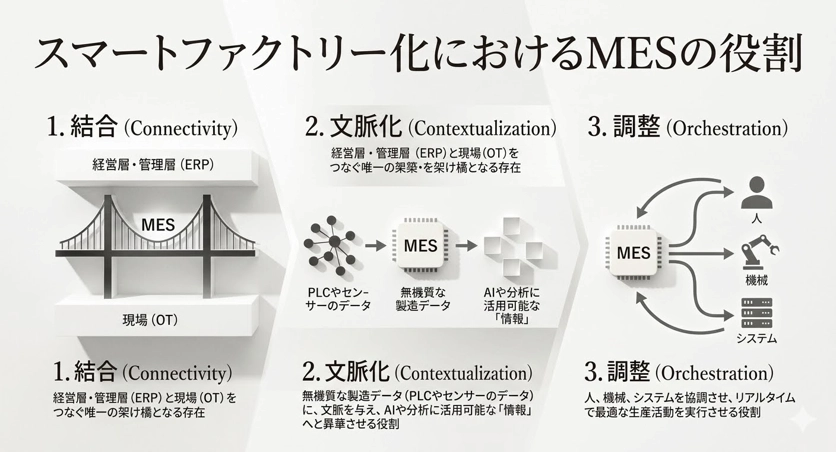
MESは、原材料から完成品に至るまでの製造プロセス全体を監視、追跡、文書化、および制御する包括的なソフトウェアシステムと定義されています。その役割は、基幹システム(ERP)と、製造現場の機械制御との間にある「ギャップ」を埋めることにあります。最新型のMESでは旧来から定義されている「MESの11機能」を部品単位で定義されており、IoTやAIの先端技術を活用しするなどして、リアルタイムな可視性と制御を提供するなど、進化を遂げています
関連記事:「MES機能一覧|製造実行システムの分類と選定のポイントをわかりやすく解説」
業務改善でなぜMESが必要なのか ①DXツールや独自システムを導入してもスマートファクトリー化には近づかない
多くの製造業が陥る罠として、個別の工程にロボットやデジタル帳票などのDXツール、AI等を導入する「ランダムなデジタル化」があります。しかし、これらは独立した、フォーマットも違うデータやインターフェースを備えており、それぞれはデータ活用としては「孤立(サイロ化)」した状態になり、工場全体のスマート化にはつながらない結果となってしまいます。
MESはこれを解決する「基盤」としての期待があり、MESの11機能だけにとどまらず「統合的なデータ集約DB役」を担う存在になりえます。これは単純に収集データを標準化するだけでなく、「業務プロセスを管理する流れ」の中でシステムを組込み、データ収集を連動させることで、対象工場全体のデータ収集の統一化を可能にします。
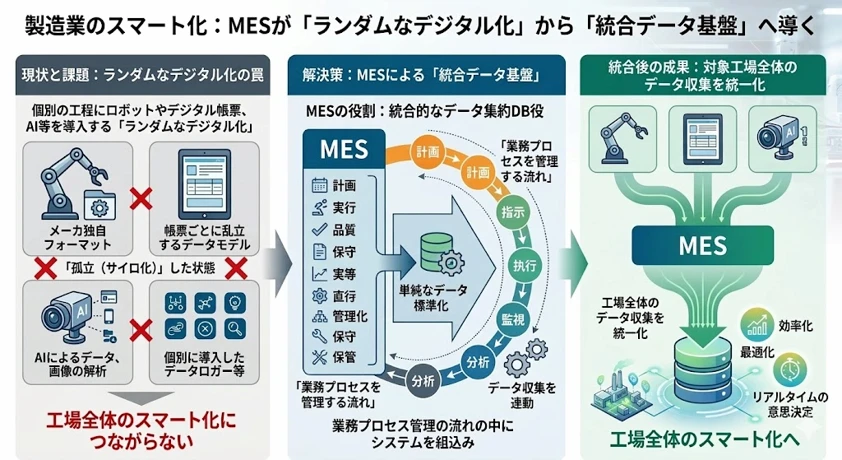
ポイントは、「業務プロセスを管理する流れにデータ収集」を仕掛けることにあり、これをできるシステムの分野としてはMESしか存在しないことにあります。世の中にあふれ出す情報として、データ連携システム(ETL)やデータウェアハウス(DWH)などでデータ統一化が可能だという意見もありますが、これらのシステムは非定型データを収集する目的に作られており、現場オペレーションと連動してデータを統一的に扱うには、新たな変換作業やコンバート等が必要となり、大量・大容量化するオペレーションデータを扱うには無理があります。
業務改善でなぜMESが必要なのか ②ERPや生産管理ステムでは代替できない「レイテンシと粒度の壁」
経営層からは「ERPがあればMESは不要ではないか」という疑問が呈されることがありますが、両者の役割は明確に異なります。
- データ取扱による時間的な粒度(Latency):
ERPは「取引」を管理するため、時間単位は「日・週・月」という長いスパンで管理します。一方、MESは「製造」を管理するため、時間単位は「秒・ミリ秒」まで含み、機械の故障や品質不良といったリアルタイムの事象に対し、ERPは即座に対応をできません。 - 情報の粒度(Granularity):
ERPは在庫を「金額」や「数量」で把握しますが、MESは「物理的な状態」「位置」「品質特性」で把握します。例えば、ERPは「ボルトが100個ある」ことを知っていますが、MESは「そのボルトがどの箱に入っていて、どの工程でどのトルクで締め付けられたか」を知っていることになります。
したがってスマートファクトリーにおいては、ERPとMESは対立するものではなく、ERPが「計画(Plan)」を担い、MESが「実行(Execute)」を担うという補完関係になり、代替する存在にはならないということです。
スマートファクトリーを実現するための「OS的な役割」はMESが果たす
現場での設備改善、システム改善、DXツールの単独導入などでは、データの統合を実現するのに苦心することは前述しました。ポイントは必要業務に連動して現場の負荷を高めずにデータを取得することがポイントとなり、現場業務を支援するMESがデータ収集の中心になることは、必然の流れとなります。また、MESの最新形として、「IoTシステムとの融合」が進行していることも大きなポイントです。IoTシステムの得意分野であるクラウド、データ分析、オープンな接続性や分散性能、柔軟性などがMESに取り込まれている事例はまだまだ希少ですが、弊社の製品(Konekti EX)はそれを実現しております。
また、IoT技術との融合は、その機能を通してAI等の先端技術にコネクトすることも可能になっており、MCPや生成機能などを活用したソリューションが期待できます。
このように、MESはその役割を変遷させてきましたが、スマートファクトリーをキーワードにした施策を実施する場合、中心的な役割を果たすことになります。
MESの進化、最新事情をまとめる
産業用IoTプラットフォームとの融合と進化
近年、IoT技術が進化し、IoTプラットフォームの利用が促進されています。IoTの製造現場への利用が進む中、MESとの役割分担について、様々な議論が交わされてきており、いまだ決着つかない状況ともいえます。前記事の「MESの11機能」や「MESの基本機能一覧」などを見ていただければわかりますが、MESがIoT技術を取り込むことに必然性が強まっている現状、MESシステムはIoTプラットフォームの技術部分を取込み、競合する用にも見えます。
しかし、500以上の現場でIoT導入を実践してきた私からいわせていただくと、この競合はごく一部で、IoTプラットフォームとMESの関係性は「融合」に向かっていると考えています。
- IIoTのコアコンピタンス: データの収集、接続、クラウドでの分析に活用可能。データ処理・アーキテクトは分散型で柔軟性が高い
- MESのコアコンピタンス: プロセス管理、ワークフローの実行、コンプライアンスの強制など、業務効率のプレームワークとして動作。DBなどで構造化されたデータ処理を実施する
実際の役割やコアを比較してみると、基本的には重複部分がありません。2024年くらいまでは、価格や仕様策定などで導入ハードルが高く、昔から存在する旧来的なMESを導入することなく業務改善を実行を試み、IoTプラットフォームがMES領域のアプリケーションを少しづつ取り込んでいっている構図がトレンドでした。しかしながら、2025年くらいからその構図に変化が見え始めています。スマートファクトリー実現を目指すにあたり、IoTやDXツールの断片的な導入が失敗及び限定的な効果しか生まなかった現状を目の当たりにしたプロジェクトは今まさにMES機能を再検討し、新規導入・旧来型を新型へリプレースする動きを見せ始めています。
AIの進歩とMESやIoTプラットフォームの接近、その関係値
- コンテキスト(文脈)をAIにもたらす存在に
振動センサーが異常値を検知した場合、それが「故障の前兆」なのか、単なる「段取り替え中の動作」なのか、「点検中の仮想故障動作」なのか?センサーだけでは判断できないが、MESやIoTシステムは「現在、段取り替え作業中である」というコンテキスト(文脈)を持っている為、AI学習や自律的動作トリガーに利用する時に、判断基準を与えることが可能です。AIがこのようなコンテキストを自律的に認識することは難しく、正しくデータから判別した情報を加えることにより、データの意味を深め、『より使える回答』に近づけることが可能になります。 - RAGやMCPの一般化
現場には生産履歴や稼働情報などの成形されたデータばかりではなく、報告書やマニュアルなど膨大な資料が存在します。最新のAI技術ではそれらを詳細に読み込み、ユーザの問い合わせに対して的確な回答を生成することが、RAG技術である程度簡単に実装できるようになりました。また、データやその分析モデルをつなぐ役割としてMCPが活躍し、回答を考える頭脳も複数持つことが可能になっています。このような技術進化を活用することは、これまで人に頼っていた「製造ノウハウ」をデジタル化し、誰でも使えるようにするという世界観を達成できる為、製造業の課題である『技術継承』だけでなく、『製造の効率化』につながります。そして、この変革は現場でのオペレーションを変質させ、設備操作中心の業務から、AIが出した選択肢を的確に判断し実行するオーケストレータへと、現場の役割に変化をもたらします。 - MES/IOTとAIの融合
MESはAIにデータのコンテキストを提供できる有能なデータ生成を行い、RAGが参照する「成形されたデータ」の中核を担います。そして、IoT技術はそのデータ収集を効率化させ、分散する設備やセンサーのデータを効果的に集約統合するHUB役としてパワーを発揮します。
スマートファクトリー化を目指すときに、AIは必要不可欠な要素となり、MESやIoTはそれを動かすためのOSのような役割を果たすことになります。
次世代MESの技術的特徴
従来型(古い)MESは、導入に数年を要する巨大な一枚岩のようなシステムでしたが、スマートファクトリー化を目指す現在においては、技術的な刷新が進んでいます。
クラウドネイティブとマイクロサービス化
次世代MESは、クラウドネイティブ技術とマイクロサービスアーキテクチャを採用しており。各機能(データ収取、生産履歴管理、品質管理、在庫管理など)が独立した小さなサービスとして分割され、コンテナ技術によって管理、運用されます。 これにより、システム全体を停止することなく特定の機能だけをアップデートしたり、必要に応じて処理能力を拡張(スケーリング)したりすることが可能になり、最適なサイズ・機能でのシステム導入が可能になります。また、クラウドとエッジのどちらにも柔軟に展開できるハイブリッド構成も登場し、調達価格の低減や利便性拡大に大きく寄与しています。
ローコード/ノーコードによる民主化
現場の改善スピードにシステム変更が追いつかないという課題に対し、「ローコード/ノーコード」プラットフォームとしてのMESが登場しています。これにより、IT専門家でなくとも、現場のエンジニアがドラッグ&ドロップで画面を作成したり、ワークフローを変更したりできるようになります。これは、現場主導のカイゼン文化を持つ日本の製造業と非常に親和性が高いと考えます。
インターオペラビリティ(相互運用性)とOPC UA
異なるメーカーの機械同士をつなぐための標準規格として「OPC UA」の採用が進んでおり、特に、OPC UAの「コンパニオン仕様(Companion Specifications)」は、射出成形機、ロボット、計量器などのデータ構造を標準化するものとして注目されています。 例えば、成型機などで利用されるEuromap77などの規格はOPC UAを基本プロトコルとし、製造条件などのデータ定義が業界で統一されています。MESはこれらの標準化されたインターフェースを通じて、プラグ&プレイで機械と接続できるようになっていく未来像があり、実現後はシステム統合のコストと時間が劇的に削減されることになります。
まとめ
MESなくしてスマートファクトリーなし
旧来のMESは単純に「記録係」を代替したり、「ポカヨケ」をメインとした業務支援を実施してきました。しかし、スマートファクトリー化が叫ばれる昨今の状況から、次世代MESは、工場の自律的運用を司る「司令塔」やOS的存在として企画される必要があことが、当記事でおわかりいただけたと思います。
将来展望
今後、MESは「システム」という形態から「プラットフォーム」や「エコシステム」へと姿を変えていくことは確実です。一枚岩の大きなパッケージソフトは姿を役割を終えて、必要な機能をアプリのように組み合わせて使う「コンポーザブルMES」が主流となることでしょう。
また、生成AIとの調和・統合により、対話型のインターフェースで現場のトラブルシューティングを行ったり、過去の膨大な製造データから最適なパラメータを即座に提案したりする機能も実装されつつあります。
日本の製造業にとって、MESは「管理のためのコスト」ではなく、「競争力を生み出す源泉」として再定義されるべきであり、強固で柔軟なMES基盤の構築がスマートファクトリー化実現の重要なファクターとなることは間違いありません。
