
(日本ラッド株式会社 DXソリューション本部 DXコンサルティング部 部長)
生産計画は立てたものの、実際のラインが計画通り進んでいるのか、リアルタイムで把握できていますか?
製造現場では多くのリアルタイム指標が存在しますが、その中でも特に重要なのが、QCD(品質・コスト・納期)に直結する指標です。
本記事では、リアルタイム分析によってQCDのトレードオフを解消し、現場の即座の判断を支える具体的な活用方法を、可動率という重要指標を題材に解説します。さらに、これらの改善がいかなるROI(投資対効果)をもたらすのか、具体的な計算方法と事例も紹介します。
Section1. リアルタイム分析のメリット
品質(Quality)・コスト(Cost)・納期(Delivery)の3要素、いわゆる「QCD」を高いレベルで両立させることは、どの製造業でも永遠のテーマです。しかし現場の実務において、これらはしばしば相反する関係(トレードオフ)にあります。品質を上げようと検査工数を増やせばコストが跳ね上がり、納期を担保しようと在庫や人員のバッファを持てば、やはりコストが膨らみます。
このジレンマを根本から打破する手段が、「リアルタイム分析」による問題の早期把握と即時介入です。
従来の製造管理は、週末や月末に「締後集計」を行い、「先月のOEE(設備総合効率)は85%でした」「不良率は1.5%でした」と結果を確認する“事後評価”が中心でした。しかしこれでは、問題に気づいた時点で既に不良品は製造され、コスト増は確定してしまっています。
一方、リアルタイム分析は異なります。プロセスの途中で異常が発生した瞬間にそれを察知し、その場で対策を打つことができます。問題が大きくなる前に食い止めることで、従来は両立が難しいとされていたQCDの同時改善が可能になるのです。
本記事では、このリアルタイム分析の具体的な活用法を、特に重要な指標である「直行率」と「良品率」を例に解説します。
Section2. 直行率と良品率
2-1. リアルタイムで見るべき直行率:手戻りをなくし「品質」と「コスト」を改善
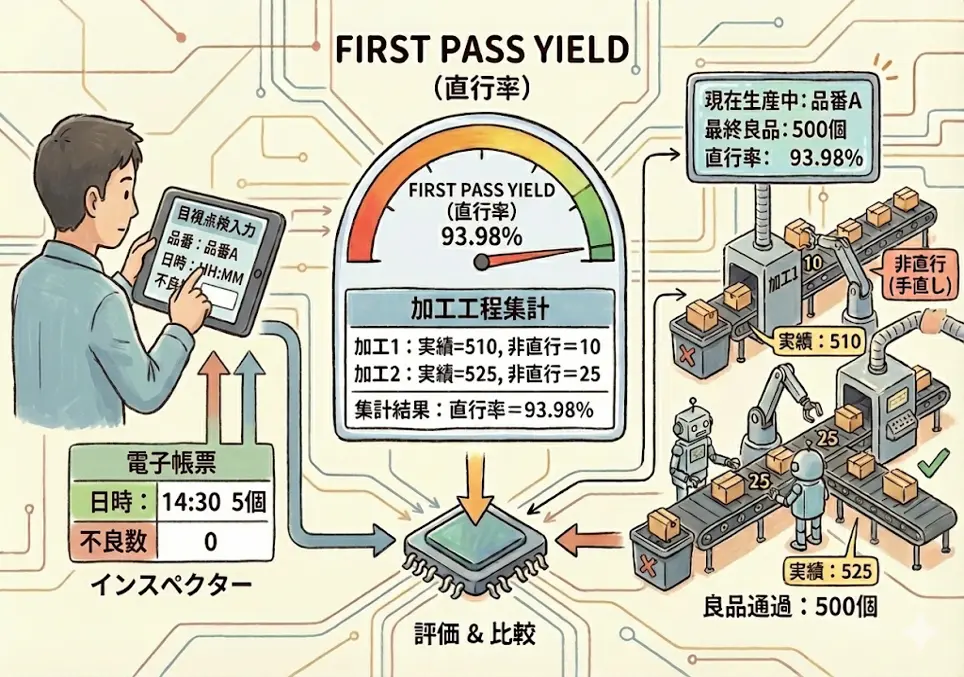
直行率とは、後工程での手直しや修正を必要とせず、一発で良品として工程を通過した割合を示す指標です。実績数に対する、手戻りなしの良品数の比率で計算します。
この指標こそが、製造現場における隠れたムダと直結しています。不良品の手直しには、不良の確認、原因調査、修正作業といった余分な工数が発生し、コスト増を招きます。直行率が低いということは、品質が不安定なだけでなく、何も生み出さないムダな作業が組織全体に発生していることを意味します。不良品を見つけて直す――この繰り返しはライン管理者にとって避けたい問題です。
特に組付工程は人による作業の割合が大きく、直行率に大きく影響します。不良が発生した場合、「どの工程で」「いつ」「誰の担当時間帯に」「どのような不良か」を素早く特定できることが改善の鍵です。
従来のやり方:日報ベースの事後集計
従来、直行率の管理は手集計と定性的な分析に頼っていました。不良が出ても感覚的に処理され、紙のメモから後でExcelに入力するため、記録漏れや粒度の粗さが当たり前。これでは原因分析の精度は上がりません。
最近の潮流:設備データと検査データの自動連携
近年は、各設備からワークの投入数やラインアウト数を自動取得し、ライン全体の直行率をリアルタイムに集計することが一般的になりつつあります。
設備からのエラーコードや、目視検査の判定データ(電子帳票経由)、トルク値などの加工条件を組み合わせることで、「特定の作業体制で不良が増えている」「環境温度の変化で条件がずれている」といった根本原因を数値で特定できるようになりました。
(※目視検査データは作業者の入力タイミングに依存するため、「準リアルタイム」として扱われることが一般的です)
リアルタイム集計により、以下のメリットが得られます。
- 不良品の検出時刻と設備状態(パラメータ値等)を自動で紐づけられる。
- 現在直の開始から現在までの直行率トレンドをその場で見られる。
- 工程、作業者、品番など複数の切り口で分析でき、課題箇所を即座に特定できる。
これにより、ライン管理者は「今、何が起きているのか」を把握し、人員配置の変更や設備の条件見直しといった対応を“その日のうちに”実行できるようになります。
2-2. リアルタイムで見るべき良品率:廃棄ロスを削減し「収益」と「生産性」を最大化
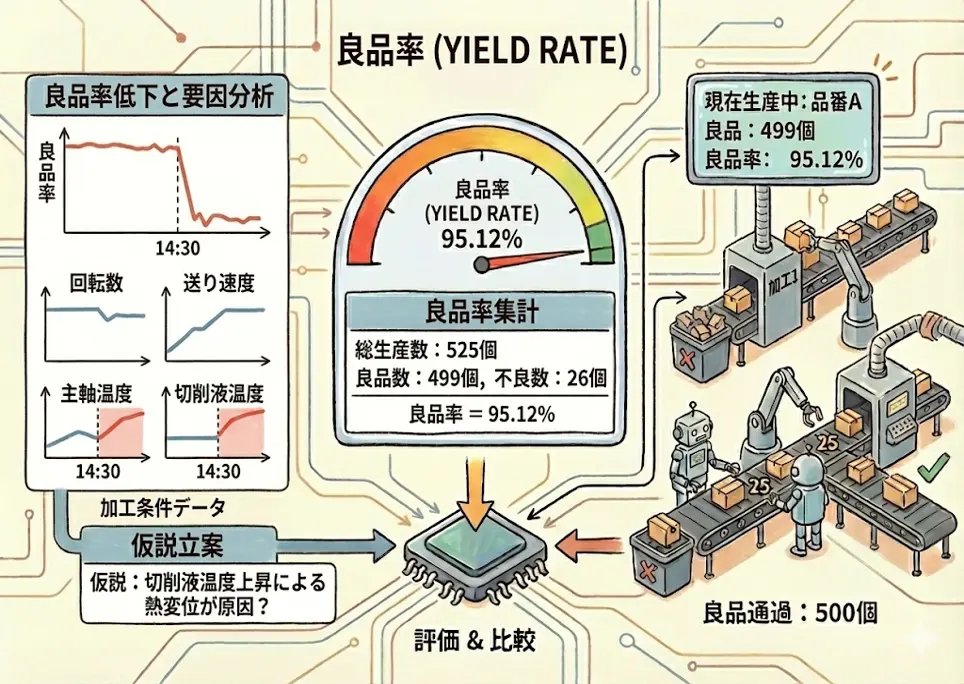
良品率とは、投入した原材料・部品に対する、最終的な良品の割合を指します。直行率(手戻り)とは異なり、良品率は「最終的に出荷できない廃棄品」をカウントするため、原価ロスに直結する指標です。
不良品が1個発生した場合の損失は、単なる部品代だけではありません。そこに投入された全工程の労務費、設備稼働、エネルギーコストがすべて無駄になります。良品率の1ポイント低下は、見かけ以上に経営へ大きなインパクトを与えます。
ここでリアルタイム分析が活躍するのは、「不良が何個出たか」ではなく、「なぜ不良が出たのか」をプロセスデータと紐づけて解明できる点です。最終検査でNGとなった製品が各工程を通過した時刻と、その時のセンサーデータ(回転数、送り速度、切削液濃度など)を照合することで、「この条件の組み合わせで不良が出やすい」という相関関係を統計的に見出すことができます。
従来のやり方と限界
従来は日報ベースの集計が主流で、不良が出ても当日の加工条件の記録が残っておらず、原因追跡が困難でした。月次で「不良率が上がった」と気づいても、その月の加工はすでに終わっており、手が打てない状態でした。
最近の潮流:プロセスデータによる根本原因の特定
現在では、最終検査でのNG判定と設備のセンサーデータを自動で紐づけることが可能です。これにより、ライン管理者は「今日の加工は安定しているか」「主軸温度は正常範囲か」をリアルタイムで監視し、問題が大きくなる前に加工条件の見直しや冷却対応といった処置を、その日のうちに実行できるようになります。
Section3. 直行率・良品率の可視化を実現するアプローチと課題
3-1. 誰もが陥る、システム化の落とし穴
ここまで見てきたように、直行率や良品率はデータ活用によりリアルタイムかつ高精度に把握できる時代になりました。しかし、これを現場ごとにゼロからシステム化しようとすると、想像以上の困難が伴います。
まず、設備側の信号仕様がメーカーや機種ごとにバラバラです。「どのカウンタがラインアウト数か」「エラーコードの定義は何か」を1台ずつ洗い出すだけでも膨大な工数がかかります。さらに、電子帳票ツールとの自動連携など高度なIT知識が不可欠となり、これが属人化の第一歩となります。
運用フェーズに入ると、マスタ情報の更新、新品番への対応、データ容量の調整など、“システムのお世話”が延々と続きます。これを内製でまかなうと、現場に「データ整理担当者」が生まれ、本来の「工程設計や段取りの改善」に充てるべき時間が、システム維持に食いつぶされてしまいます。しかも、数年後には「壊すのが怖くて誰も手を出せない」ブラックボックスと化してしまうのです。
3-2. ノーコードツールが選ばれる本当の理由
一方、システムの改修をSIerに依頼するやり方もありますが、現場から「集計方法を変えたい」「新品番を追加したい」という要望が出るたびに都度見積もりが発生します。数十万円の費用がかかるため、現場は気軽に改善を試せなくなり、システムは導入当初の形のまま固まってしまいます。
つまり、内製では「属人化」に、SIer頼みでは「継続的な改善ができない」という、どちらにせよ動きづらい状況に陥りやすいのです。
そこで重要になるのが、データ取得から可視化までの“型”が用意された「ノーコードツール」の存在です。
- 設備ごとの信号定義をGUIで設定し、共通フォーマットに落とし込める
- 直行率や良品率、可動率などの計算ロジックが標準装備され、「どのPLCデバイスを使うか」の指定だけで集計できる
- 品番マスタの変更や画面レイアウトの調整も、プログラミング不要で現場側が操作できる
これにより、「データ整理担当者」を置くことなく、現場の生産技術者が“本業のついで”レベルの負荷で運用でき、試したいアイデアをSIerの見積もりを待たずに即座に実現できるようになります。
3-3. ノーコードツール「KonektiEX」を用いた直行率、良品率の可視化の事例をご紹介
「KonektiEX」は、PLCから取得した良品数、ショット数などのデータから10秒周期で直行率や良品率を自動算出します。累積データや時間推移、プロセスデータのトレンドグラフを組み合わせることで、効率低下を早期検知し、その場で要因分析が可能です。さらに、品番ごとにデータを自動集積するため、「どの品番が手直しが多いか」を一覧で把握し、改善の優先順位を付けることができます。
■ 事例1:直行率の改善(A社・組付け工程)
ラインの投入数と各設備のショット数を取得する際、連続したラインアウト判定(重複カウント)を防ぐため、エッジ側で数値のクレンジングを行い正確な直行率を算出しました。さらに「投入作業者数」のデータと紐づけ、特定の作業体制時に直行率が下がる傾向を発見。最適な人員配置と作業の標準化を行った結果、直行率が2.0%向上。月間5万個の生産において1,000個分の手戻り作業を削減し、年間600万円のコスト削減を実現しました。
■ 事例2:良品率の改善(B社・CNC加工工程)
良品率の推移とCNC加工機のログデータ(主軸温度など)を紐づけた結果、朝の立ち上げ直後と昼間の高温時間帯に熱膨張による加工精度低下が起きていることが判明しました。ウォームアップ運転の工夫や温度管理ルールを策定した結果、月間不良率が1.5%から0.9%に低下。月間5万個の生産において300個の廃棄を削減し、年間360万円の改善効果を得ました。
データ集計はKonektiEXが自動処理するため、担当者は集計ロジックを気にする必要がありません。SIerに頼らず、GUI上で「どの信号を取るか」「どの指標を表示するか」を自分たちで試行錯誤しながら運用できます。
Section4. リアルタイム分析の投資対効果(ROI)とROIを考えるときに見落とされがちなコスト
いざシステムを導入しようとすると、経営層からは「いくら投資して、いくら儲かるのか?」と問われます。ここで重要になるのがROI(投資利益率)の視点です。
ROI(%) = (改善により得られた利益 ÷ 投資額) × 100
一般的には「初年度ROIが20~30%以上」、または「3~5年で投資を回収できること」が目安とされます。前述した事例の改善効果を金額換算すると以下のようになります。
- A社(直行率改善):年間600万円のコスト削減。仮に導入費が1,000万円なら、約1.6年で投資回収が可能。
- B社(良品率改善):年間360万円の廃棄ロス削減。仮に導入費が1,000万円なら、約2.7年で投資回収が可能。
これほど高いROIを実現できるのは、「月末の事後報告で気づいていた問題」に対し、「その日の異常にその日のうちに対応を打つ」という、現場の行動の質そのものが劇的に変化したからです。
さらに、内製やSIer頼みの場合に見落とされがちな「間接コスト」も評価すべきです。
- 生産技術者が「データ整理」に費やす人件費と、本来の「工程改善」ができなかった機会損失
- SIerへの都度改修費用(ちょっとした改善で数十万円)
- 属人化したシステムを将来再構築する際のリスクコスト
ノーコードツール導入の真の意義は、同じQCD改善を「より早く・低リスクで・属人化せずに」実現することにあります。ROIを計算する際は、目に見える効果だけでなく、人件費やシステム保守費の削減、特急対応費用の削減、顧客信用の向上といった副次的な効果も含めて評価すべきです。
4-1. ROI向上のための3つの重要ポイント
ここまでのコスト削減効果を最大化し、システム導入を成功させるためには、次の3つのポイントが極めて重要です。
- スモールスタート:最も課題が大きいラインから始める
最初から工場全体をカバーする大規模なシステム導入を目指すのではなく、最も可動率が低いラインを選んで先行導入するという戦略が効果的です。1ラインでの成功事例ができれば、その結果を見た他ラインから「うちでもやってほしい」という依頼が自然に生まれ、横展開が加速します。
また、小規模から始めることで、システムの微調整や現場への教育も容易になり、導入リスクが大幅に低減されます。 - 現場の巻き込み:メリットを実感できる可視化から開始する
オペレーターやライン責任者が「このデータ、仕事がやりやすくなった」と実感できる可視化から始めることが、定着率を高め、実装効果を引き出すためのカギとなります。
例えば、最初は「可動率だけ」「良品率とトレンド監視だけ」「チョコ停の時刻記録だけ」といったシンプルな機能から始め、現場からのフィードバックを受けながら少しずつ機能を追加していくアプローチが有効です。 - 拡張性の重視:将来的なデータ連携を見据えたシステム選定
最初は可動率だけの監視でも、将来的に品質データ、原価データ、環境データなど、他の情報と連携できるアーキテクチャを最初から選ぶことが重要です。
後々他の設備やツールとの連携を検討することを見越して設計することで、大掛かりな再構築を避けられます。
この「拡張性」こそが、5年、10年というスパンで見たときに、システムの総投資コストを最小化し、ずっと触れるシステムを維持するための最も重要な選択になるのです。
結論. リアルタイム分析ツール導入の真の意義
ここまでのコスト削減効果を最大化し、システム導入を成功させるためには、次の3つのポイントが極めて重要です。
- スモールスタート:最も課題が大きいラインから始め、成功事例を作ってから横展開する。
- 現場の巻き込み:現場が「仕事がやりやすくなった」とメリットを実感できるシンプルな可視化から始める。
- 拡張性の重視:将来的なデータ連携(品質、原価、環境データ等)を見据えたアーキテクチャを選ぶ。
ここまで見てきたように、生産性指標をリアルタイムで把握し、現場で即座に改善に活かすことは、現代の製造業にとって必須の取り組みです。しかし、その道のりは「データを取ればいい」ではなく、「いかにして現場が継続的に改善に使えるシステムを、属人化せずに運用するか」という課題に直面します。
内製だけでは「データ整理担当者」が生まれ、SIer頼みでは「見積もり待ち」で改善が進みません。だからこそ、ノーコードのリアルタイム分析ツールが存在する意義があります。
生産技術者が「データ整理に追われる日々」から解放され、本来の「ものづくりの技術向上」に集中できること。ライン責任者が「生産は順調か」という問いにデータで即答し、その日のうちに対応できること。
そのようなデジタル時代の製造業を実現するために、リアルタイム分析ツールの導入は、単なる「可視化システムの購入」ではなく、「現場の働き方そのものを変える投資」なのです。
