
- 工場の見える化ダッシュボードの効果と、導入で失敗しやすい理由
- ダッシュボードを構成する3つの層
- BIツールだけで見える化ダッシュボードを実現できない理由
- 見える化ダッシュボードは内製するべきか、パッケージを導入するべきか
工場の生産性を上げるためには、現場で何が起きているかを即座に把握し、素早く対策を打てる仕組みが不可欠ですが、そこで設備データを活用することは当たり前になりつつあります。さらに、設備データだけでなく、現場オペレーターが入力した帳票データなどの実績情報も加味することで、より精度の高い状況把握が可能になります。
これらを統合して一目でわかるようにする仕組みが「工場の見える化ダッシュボード」です。ダッシュボードを活用することで、生産管理・生産進捗の把握と管理、OEEの分析、稼働分析、異常分析・早期発見、停止要因分析、品質分析まで、工場運営に必要な指標を網羅的に管理できます。まずは、ダッシュボードで具体的に何が把握できるのか、代表的なテーマを見ていきましょう。
1. 工場の見える化ダッシュボードで把握できること
1.1 工場で見える化が求められる理由
製造現場では「計画通りに進んでいるか」「どこでロスが発生しているか」を常に把握し、迅速に判断を下す必要があります。しかし、必要な情報が設備ごとや紙の帳票に分散していると、実態の把握に時間がかかり、対応が後手に回ってしまいます。見える化ダッシュボードは、点在するデータを一つの画面に集約し、現場と管理者が同じ事実(データ)をもとに、素早く改善行動を起こすための共通基盤として求められています。
1.2 生産管理・生産進捗を見える化する
生産計画に対して「現在どこまで進んでいるか」「遅れはないか」をリアルタイムに把握します。従来は日報などの紙やExcelで締め後に確認していた実績を、設備からの完了信号や作業者の入力データと連動させて即時表示します。これにより、工程ごとの滞留やボトルネックをいち早く発見し、人員の応援配置や段取り変更など、その日のうちに遅れを取り戻す対応策が打てるようになります。
1.3 OEEを見える化する
「設備が動いているか」だけでなく、本来の性能に対してどれだけ有効に稼働したかを示すOEE(設備総合効率)を見える化します。設備データから、停止ロス、速度低下ロス、不良ロスを自動で分類・集計し、ダッシュボードに表示します。感覚ではなくデータに基づいて「どの設備の、どのロスを減らせば最も効果が高いのか」を特定できるため、改善活動の優先順位を明確にするための強力な指標となります。
1.4 稼働監視を見える化する
工場全体の設備やラインが「今、どのような状態にあるか」を一目で把握できるようにします。稼働中、停止中、待機中といったステータスを色分けして表示することで、管理者が現場を歩き回らなくても異常に気づけます。特に、数分単位の短い停止である「チョコ停」は手書きの記録では漏れやすいため、設備データから正確な停止回数や時間を取得し、ダッシュボードで見える化することが不可欠です。
1.5 異常管理を見える化する
設備のエラーや品質異常が発生した際、どのラインでどのような異常が起きているのかを即座にダッシュボード上に警告表示します。現場へのアラート通知と組み合わせることで、対応漏れや判断の遅れを防ぎます。また、過去の異常履歴を蓄積して「特定の時間帯や条件で発生しやすいエラー」などの傾向を分析することで、事後対応を早めるだけでなく、再発防止に向けた抜本的な対策にもつなげられます。
1.6 停止理由や品質傾向を見える化する
設備が止まった「事実」だけでなく、「なぜ止まったのか(要因)」や「どのような不良が出ているのか(品質)」を見える化します。設備からのアラームコードや、オペレーターが入力した停止理由を掛け合わせることで、段取り待ち、材料切れ、チョコ停などの要因別パレート図を自動生成します。不良率の推移を見る品質分析と合わせることで、直行率の向上など根本的な現場改善を推進できます。
2. 成功する工場と、ダッシュボードが定着しない工場の違い
工場の見える化ダッシュボードは、導入に成功すれば生産管理の精度やOEE(設備総合効率)を劇的に引き上げる強力な武器になります。しかし一方で、「ダッシュボードを作ったのに、結局現場で使われず定着しなかった」という失敗ケースも少なくありません。
成功している工場と失敗している工場の違いは、見える化に対するモチベーションの差ではありません。失敗するケースの多くは、工場のデータ活用に潜む「設備ごとの違い」「システム連携の壁」「運用負荷」といった、現場だけでは抱えきれない構造的な難しさを見落としたままツールを導入してしまっていることに原因があります。ここでは、なぜダッシュボードが現場に根づかず失敗に終わってしまうのか、構築前に知っておくべき代表的な「見落としポイント」を整理します。
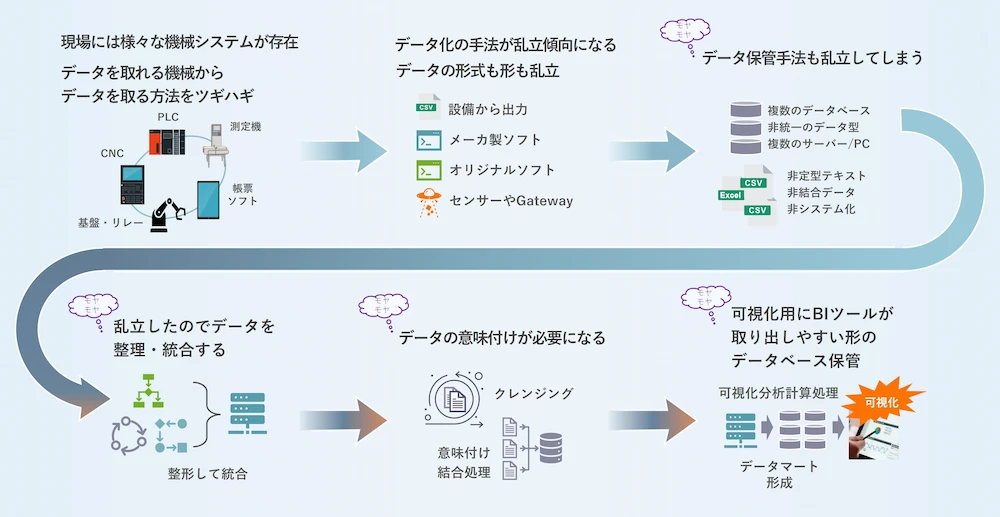
2.1 設備ごとにデータ形式が異なり、データ整理の手間が膨大になる
製造現場には複数メーカーの設備が混在しており、見える化を進める上で「データ整理の手間が膨大になるリスク」を見落としがちです。まず、設備ごとにデータの出力方法が違うため、データベース(DB)連携、CSVファイル、あるいはメーカー専用ツールでしか見られないものなど、取り扱いの異なるデータ形式が乱立します。工場全体を横断して分析するためには、これらの中から必要なデータを一つ一つ抽出し、形式をそろえるだけでも膨大な手間が発生してしまいます。
さらに、苦労して抽出した設備データも、そのままではダッシュボードで使えません。PLCなどから取得するデータは、「0」か「1」かという単なる状態を示す信号データに過ぎず、情報としての意味付けがされていないからです。生産管理やOEEの分析に活かすには、「1なら自動運転中、0なら停止」といった『意味付け処理』をしたうえで、「状態が切り替わるまでの時間を算出して稼働時間を出す」といった『計算処理』を個別に実装する必要があります。この泥臭いデータ整理のハードルを見落とすと、画面を作る前の準備段階でプロジェクトが行き詰まってしまいます。
2.2 基幹システム連携やマスタ設定の柔軟性が不足し、分析精度が落ちる
工場の見える化は、設備データだけで完結することは多くありません。生産計画、実績、品目情報、停止理由、現場で入力した帳票データなどを組み合わせて初めて、管理に使える情報になります。しかし、そのためには基幹システムとの連携や、可視化用のデータ整形・再集計が必要になり、高度なIT運用ノウハウが求められます。
さらに見落とされがちなのが、マスタデータ管理の機能性です。たとえばOEEを計算する場合、標準の稼働時間だけをベースにすると実際の現場とズレが生じます。突発的な残業、休日出勤、シフトの変更、休憩時間のズレなど、現場のリアルな稼働状況に合わせてカレンダーやマスタを柔軟に調整できなければ、算出されるデータの精度は著しく低くなります。実態と合わない曖昧な数字が出続けると、「このダッシュボードは信用できない」と現場から見放される最大のリスクにつながります。
2.3 生産技術だけでは扱いきれず、属人化しやすい
本来、生産技術がやりたいのは設備改善やロス分析であり、データ変換やシステム保守ではありません。ところが、事前の運用設計が甘いと、複雑なデータ連携やダッシュボードの修正作業が一部の詳しい担当者に集中してしまいます。結果として、その仕組みを理解している人しか直せない状態になり、担当者が異動すると同時に運用が止まるという深刻な属人化を引き起こします。
2.4 情シスのツール提供だけでは現場運用に乗りにくい
「ITのことは情報システム部門に任せればよい」という考え方も危険です。情シスが高度な汎用ツールを用意しても、それだけで現場に定着するとは限りません。工場には、設備ごとの違い、ラインごとの運用ルール、現場が直感的に見たい切り口など、細かな現場要件が無数にあります。こうした現場固有の事情に合わせきれない仕組みを押し付けると、最終的には現場からそっぽを向かれ、使い慣れたExcelや紙の帳票に戻ってしまいます。
3. なぜ工場の見える化ダッシュボードは難しいのか――構築ガイドの前に押さえたい3つの層
第2章で見たように、工場の見える化がうまくいかない理由は、画面の見せ方そのものよりも、その裏側にあるデータ処理や運用設計の難しさにあります。裏を返せば、見える化に必要な仕組みを「データ取得」「データ集計」「データ可視化」という3つの機能階層に分けて整理できれば、何を準備すべきか、どこにリスクがあるのかが見えやすくなります。
特に、ダッシュボードを作りたいという要望から、そのままBIツールの選定に進んでしまうケースは少なくありません。しかし、3つの機能階層を先に押さえておけば、「どのツールが何を担うのか」「何が不足すると失敗しやすいのか」を冷静に判断できます。ここでは、構築ガイドの前提として押さえておきたい3つの層を整理します。
3.1 見える化は画面づくりだけでは成立しない
工場の見える化では、「何を見たいのか」を画面イメージから整理することは重要です。生産管理なのか、OEEなのか、異常管理なのかによって、必要な指標や見せ方は変わるため、ダッシュボード画面を通じて目的を明確にすること自体は正しい進め方です。
一方で、その流れで安易にBIツールから選定してしまうと注意が必要です。BIツールはデータの可視化には強いものの、設備データの取得や意味付け、マスタとの統合、指標計算の仕組みまで自動で整えてくれるわけではありません。見える化は画面だけで完結するものではなく、裏側のデータ処理まで含めて設計する必要があります。
3.2 データ取得:多様な機器と通信規格を統合して現場データをつなぐ
1つ目の機能階層は、現場の設備から必要な情報を集める「データ取得」です。工場には、PLC(プログラマブルロジックコントローラ)やCNC(工作機械の制御装置)、各種センサー、ロボットコントローラー、さらには専用の検査機など、多種多様な機器が混在しています。これらをメーカーごとの専用ツールで個別に監視するのではなく、一つのデータ基盤へと自動で吸い上げる仕組みを作ることが見える化の第一歩となります。
ここで重要になるのが、データをどのようにつなぐかという「通信プロトコル」や「データの出口」の整理です。機器の通信規格はバラバラですが、近年では異なるメーカー間の通信を標準化するOPC-UAやMTConnectといった汎用プロトコルへの対応が進んでおり、これらを活用することでスムーズなデータ連携が可能になります。また、ネットワークに直接つながらない古い設備や特殊な検査機であっても、設備から出力されるCSVファイルを指定フォルダ経由で自動収集するといった「ファイルベースの口」を用意することで、工場内のあらゆるデータを漏れなく取得できるようになります。
3.3 データ集計:可視化ツール向けにデータを整形・再集計する
2つ目の機能階層は、集めた生データをダッシュボードで扱える形に整える「データ集計」です。PLCから上がってきた「0」「1」といった生信号に稼働や停止の意味付けを行い、時間を計算するだけでは終わりません。生産計画や残業シフトなどのマスタデータとひもづけた上で、「可視化ツールが高速に読み込める形式」へとデータを再集計・整形しておく必要があります。この中間層でのデータモデル設計が甘いと、ダッシュボード側で複雑な計算を毎回行うことになり、画面の表示が極端に遅くなるといった運用上の問題を引き起こします。
3.4 データ可視化:API連携などで現場で使えるダッシュボードに落とし込む
3つ目の機能階層が、整理・計算されたデータを現場や管理者に届ける「データ可視化」です。ここでようやくダッシュボードが登場します。集計層で整えられたデータを、Web APIやデータベース連携を通じてスムーズに受け取り、現場のオペレーターが異常にすぐ気づける直感的な画面や、管理者が全体の生産進捗を分析できる画面へと落とし込みます。可視化層では、見る人の役割に合わせた切り口を提供できること、そして運用しながら現場の要望に合わせて柔軟に画面を変更できることが求められます。
3.5 BIツールは可視化層を担うが、全体を解決するわけではない
これら3つの機能階層を理解すると、一般的なBI(ビジネスインテリジェンス)ツールの位置づけが明確になります。BIツールは第3層の「データ可視化」を担うツールとしては非常に強力です。しかし、第1層の多様なプロトコルからの「データ取得」や、第2層の「意味付け・マスタ統合・再集計」までを全自動で行ってくれるわけではありません。見える化のプロジェクトにおいて、「とりあえずBIツールを入れれば何とかなる」と安易に考えてしまうと、取得・集計層の泥臭い設計でつまずき、プロジェクトが頓挫する原因となります。
4. データ統合・集計を自動化しない限り、生産技術がしたい分析はできない
第3章で「データ取得」「データ集計」「データ可視化」の3つの機能階層を解説しました。ここまで読んで、「実は真ん中の『データ集計』の部分が一番重要で、一番難しいのではないか?」と気づかれた方も多いのではないでしょうか。まったくその通りです。工場の見える化が現場に定着するかどうかは、この厄介なデータ集計層をどう自動化するかにかかっています。
4.1 なぜ3つの層のうち「データ集計層」が最も厄介なのか
データの取得(1層目)はOPC-UAなどの通信規格により設備をつなぎやすくなり、可視化(3層目)も優秀なBIツールが多数存在します。しかし、間をつなぐ「データ集計(2層目)」だけは、単純なツール導入では解決しません。 その最大の理由は、設備データの特殊性にあります。
PLCやセンサーからのデータは、設備の動作や状況が変化したタイミングで「ポンポン」と非同期に飛んでくるだけです。つまり、そのままでは人間が見て理解できるような「まとまったデータ」にはなっておらず、単なる状態変化の記録(0か1か)に過ぎません。これらを分析に使うには、生産計画やシフト情報と照らし合わせ、「これは段取り中の停止だ」「これは異常による停止だ」といった『意味付け』を行う必要があります。
さらに厄介なのが「リアルタイム性」の要求です。工場の見える化は、異常の早期発見やその日のうちの挽回につながらなければ意味がありません。そのため、飛んでくる大量の生信号を瞬時に意味付けし、稼働時間やOEEといった指標へ「リアルタイムで計算・集計し続ける」必要があります。秒単位・ミリ秒単位で発生する膨大なIoTデータを遅延なく処理し続けるには、単なるExcelの関数や簡易なプログラムでは到底太刀打ちできず、非常に高度なデータ処理技術(ストリーム処理や時系列データベースの設計など)が要求されるのです。
4.2 集計の自動化なしに、本来の分析業務は回らない
この集計層の難易度を見落とすとどうなるか。本来、現場の改善やロス分析を行いたい生産技術担当者が、USBメモリで設備データを回収し、手作業でデータをつなぎ合わせる「集計作業員」になってしまいます。これでは、グラフを作る頃にはデータは数日前のものになり、本来やりたかったはずのリアルタイムな早期対策など到底できません。
4.3 次のステップ:取得から可視化までの「3つの層」をどう構築するか
生産技術者が本来の「分析と改善」に集中するためには、バラバラのタイミングで飛んでくる膨大な生データをリアルタイムに意味付け・集計し、ダッシュボードに届けるまでのデータパイプライン全体を「自動化」することが絶対に欠かせません。
では、この「データ取得」「データ集計」「データ可視化」という3つの層をシステムとして構築し、運用していくという観点から見たとき、Excel、内製開発、パッケージソフトにはどのような違いがあるのでしょうか。次章では、それぞれの実現方法のメリットと限界を比較していきます。
5. 工場の見える化を実現する方法を比較する
前章までで、工場の見える化を成功させるには「データ取得」「データ集計」「データ可視化」の3つの層を自動化する仕組みが必要であること、特に「データ集計層」のリアルタイム処理が最大の難関であることを解説しました。 では、この3層構造のシステムを構築し、現場で運用していくにあたり、どのような手段を選ぶべきでしょうか。ここでは、代表的な実現方法について、ダッシュボード構築の観点からメリットと限界を比較します。
5.1 Excelで始める場合のメリットと限界
最も手軽に始められるのが、使い慣れたExcelやスプレッドシートを活用する方法です。特別なITスキルがなくても、現場の担当者が自ら表やグラフを作成し、日報や週報のレベルで小規模な集計を回すには適しています。 しかし、設備から連続して飛んでくる膨大なIoTデータの「リアルタイム取得」や「自動集計」には根本的に対応できません。USBメモリでデータを回収し、マクロを組んでVLOOKUPでマスタと突き合わせる運用は、データ量が数万行を超えた瞬間にファイルが重くなり破綻します。結局は「手作業による過去のデータ確認」にとどまり、異常の早期発見やリアルタイムな改善アクションにはつながりません。
5.2 内製開発で起きやすい属人化と運用負荷
自社の情報システム部門や外部のSIerに依頼して、システムをゼロからスクラッチ開発(内製)する方法です。工場の独自の業務要件や、特殊な設備のデータ連携にも柔軟に対応でき、理想通りの画面を作れるメリットがあります。 一方で最大の罠は「導入後の保守・運用コスト」です。工場では、設備が増える、シフトが変わる、見たい指標が変わるといった現場の運用変更が日常茶飯事です。そのたびにプログラムの改修が必要になり、システム担当者は現場からの問い合わせや仕様変更の対応に追われます。結果として、その場しのぎのツギハギ改修が繰り返され、最初の開発担当者が異動すると誰も触れなくなる「属人化」や「保守不能」に陥るリスクが極めて高い選択肢です。
5.3 パッケージ導入でぶつかりやすい「型」の壁
見える化やOEE算出などに特化したパッケージソフトを導入する方法です。標準機能が充実しており、立ち上げまでの期間が短く、内製開発のような属人化リスクも避けられるため、導入ハードルが低いのが大きな魅力です。特に、現場で繰り返し必要になる処理があらかじめ整理されている場合、ゼロから内製するよりも、パッケージを活用したほうが導入スピードと保守性の両面で有利です。
しかし、従来の「ガチガチに作り込まれた特化型パッケージ」の場合、あらかじめ決められた「型」に現場の運用を合わせる必要があります。複数メーカーの特殊な設備データ形式や、自社特有の停止理由の分類など、現場固有の集計ロジックを反映させようとしても、「システムの仕様上できません」と弾かれてしまうケースが多々あります。つまり問題は、パッケージであること自体ではなく、最も厄介な集計部分がブラックボックス化しており、現場の痒いところに手が届く分析ができなくなることです。
5.4 BIツール活用で押さえるべき前提
汎用BIツールを導入する方法です。これらは第3層の「可視化」においては非常に強力で、美しいダッシュボードを自由に作成でき、分析の切り口も豊富です。 しかし第3章で述べた通り、BIツールは「綺麗に整理されたデータ」があることを前提としています。設備から非同期に飛んでくる生信号の意味付けや、リアルタイムな集計処理(第1層・第2層)は、別途データベースやETLツールなどを組み合わせて自前で構築しなければなりません。「BIツールを買えば見える化できる」と誤解して導入すると、裏側の泥臭いデータ集計層が構築できず、結局Excelのデータを手動で読み込ませるだけの高価なグラフ作成ツールになり下がってしまいます。
5.5 最適解は「集計層の柔軟性」を併せ持つツール
ここまで見てきたように、Excelはリアルタイム性に欠け、完全な内製開発は運用保守で属人化し、従来のパッケージソフトは現場固有の要件に合わず、BIツールは集計層を自作しなければなりません。 工場の見える化ダッシュボードには、「パッケージのように立ち上げが早く保守が担保されていること」と、「内製のように現場固有の複雑なデータ集計(第2層)を柔軟に構築・変更できること」の両立が求められます。
重要なのは、パッケージを使うかどうかではなく、現場ごとの差が大きい部分にどこまで柔軟に対応できるかです。特に集計層は難易度が高いため、この部分がうまく整理・標準化されたツールを選ぶことが、見える化成功の近道になります。
6. 理想のダッシュボード構築を実現する「KonektiEX」
第5章までで、工場の見える化を成功させるためには「集計層がうまく標準化・整理されたツール」を選ぶことが近道であると解説しました。 この記事のメインテーマはあくまで「ダッシュボード構築のガイド」ですが、最後に、これらの条件を満たす具体的なソリューションの一例として、日本ラッドが提供する製造現場向けIoTツール「KonektiEX(コネクティ・イーエックス)」を簡単にご紹介します。
6.1 可視化(ダッシュボード)をノーコードで自由自在に構築
KonektiEXの大きな特徴は、最も厄介な「データ集計層」をパッケージとして内包しつつ、第3層の「可視化」については完全なノーコードで柔軟に画面を作れる点にあります。 プログラミングの知識は一切不要で、あらかじめ用意されたグラフや表などの部品を画面上にドラッグ&ドロップで配置するだけで、自社専用のダッシュボードを直感的に作成していただけます。
6.2 部門ごとの「見たい情報」に合わせて画面を出し分ける
工場と一口に言っても、立場によって見たいデータは異なります。例えば「製造部」であればその日の生産進捗や稼働率をリアルタイムに知りたいですし、「保全部」であれば設備のアラーム履歴や停止要因のトレンド分析を重視します。 KonektiEXのダッシュボードは現場の担当者が自ら作成・編集できるため、製造部用、保全部用、あるいは工場長用といった形で、それぞれの業務に直結した専用ダッシュボードを複数用意することが可能です。
6.3 ブラウザアクセスで「大画面アンドン」から「遠隔監視」まで
作成したダッシュボードはWebブラウザからアクセスできるため、専用のソフトをパソコンにインストールする必要はありません。 現場に設置した55インチの大型モニターに映し出して「現場のアンドン(異常警報機)」として活用することもできれば、事務所の自席PCから工場全体の生産性を確認したり、離れた拠点から遠隔で状況を監視したりと、場所やデバイスを問わずシームレスに運用できます。
6.4 ユーザー数やダッシュボード数の「制限なし」
パッケージツールを導入する際、ネックになりがちなのが「1ユーザー(1ID)あたり月額〇〇円」「作成できるダッシュボードは〇個まで」といったライセンス的な縛りです。 KonektiEXには、ユーザー数や作成できるダッシュボードの数に制限がありません。現場の人数が増えても、ラインごとに細かくダッシュボードを量産しても追加費用を気にする必要がないため、工場全体への横展開(全社的な見える化の推進)をスムーズに行うことができます。
6.5 (補足)多種多様な設備のデータ「取得」について
なお、ダッシュボードの裏側となる第1層の「データ取得(設備との通信)」についても、KonektiEXはノーコードで設定できる機能を持っています。 ただし、製造現場におけるデータ取得環境は、設備のメーカーや年式、ネットワーク環境によって千差万別であり、一筋縄ではいかないケースも多々あります。この「現場の設備データをどう安全かつ確実に吸い上げるか」というテーマについては、非常に奥が深いため、また別の記事にて詳しくご紹介する予定です。
7. 【イメージ】KonektiEXで実現するダッシュボードの世界
では、実際にKonektiEXを使うとどのようなダッシュボードが構築できるのでしょうか。ここでは、その一端をご紹介します。
7.1 現場の「今」を映し出す全体ダッシュボード

このように、設備の総合設備効率や生産数の予実(Target vs Actual)などを、直感的なパネルで表現できます。この画面を工場の大型モニターに映し出せば、現場を歩くだけで「どのラインが遅れているか」「どの設備が止まっているか」がひと目でわかる「最新のアンドン」として機能します。 しかも、これらのグラフ配置や色使いは、すべてダッシュボードの設定画面でドラッグ&ドロップ(ノーコード)で作成・変更されたものです。
7.2 役割に合わせて「見たい画面」を量産する
KonektiEXの真骨頂は、このような綺麗な画面を「部署や役割ごとに、無制限に作れる」ことです。 例えば、保全部門向けには、単なる稼働率ではなく「各設備の過去1週間のアラーム発生回数ランキング」や「チョコ停の主な要因(パレート図)」を並べた専用ダッシュボードを作ることができます。これにより、経験と勘に頼っていたメンテナンスから、データに基づいた予防保全へとステップアップできます。 また、工場長や経営層向けには、複数ラインや複数工場のOEE(総合設備効率)を横並びで比較し、日々の生産性改善のトレンドを追うためのマネジメント用ダッシュボードを用意することも可能です。
このように、KonektiEXは「誰が、何の目的でデータを見るか」に合わせて、現場の数だけダッシュボードを最適化し、進化させ続けることができるのです。
8. よくあるご質問(FAQ)
最後に、工場の見える化ダッシュボード構築に関して、よくいただくご質問とその回答をまとめました。
Q. 古い設備が多く、ネットワークにも繋がっていませんが導入できますか?
A. 可能です。KonektiEXのデータ取得層は、最新のOPC-UA規格だけでなく、古いPLCの専用プロトコルや、接点信号(I/O)からの直接取得など、様々な環境に対応できる拡張性を持っています。設備環境の調査からサポートいたしますので、まずはご相談ください。
Q. 現在、日報を紙とExcelで運用しています。いきなり全自動化するのは不安なのですが。
A. スモールスタートでの導入を強く推奨しています。最初は「特定の1ライン」や「ボトルネックになっている1設備」の稼働率取得から始め、現場がダッシュボードを見る習慣をつけてから、徐々に他のラインや、品質データ(直行率など)の連携へと対象を広げていくのが、最も失敗の少ない進め方です。
Q. 集計のルール(何分止まったらチョコ停とするか等)は後から変更できますか?
A. はい、変更可能です。第5章でも解説した通り、現場ごとのルール変更に柔軟に追従できるのがKonektiEX(ノーコードの集計層)の最大の強みです。業者に開発を依頼することなく、自社の担当者の操作でしきい値やマスターデータを変更できます。
Q. 現場の作業員が手入力するデータ(不良理由など)と設備データを組み合わせることはできますか?
A. 可能です。設備から自動取得する客観データと、現場担当者がタブレット等で入力する定性データ(段取り、材料待ち、品質不良の理由など)を、同じ時間軸で紐づけてダッシュボードに表示することができます。これにより「なぜ止まったのか」という真の原因分析が可能になります。
Q. 導入期間はどのくらいかかりますか?
A. 取得するデータの内容や設備の状況によって異なりますが、標準的な「1ラインのOEE可視化」であれば、事前のネットワーク準備が整っている前提で、キックオフから数週間〜1ヶ月程度で最初のダッシュボードを稼働させることが可能です。これも、集計層があらかじめ標準化(パッケージ化)されているKonektiEXならではのスピードです。
9. おわりに:ダッシュボードは「完成」してからが本番
ここまで、工場の見える化ダッシュボードを構築するための「3つの層」の考え方と、最も厄介な「集計層」をどうクリアすべきかについて解説してきました。 ダッシュボードは、画面が完成した日がゴールではありません。「見えたデータ」をもとに現場が話し合い、改善アクションを起こし、その結果がまたデータとして表示される。このサイクルが回って初めて、見える化は成功したと言えます。
「データ集めるだけで精一杯」「Excelの集計で1日が終わる」という状況から抜け出し、本来の「工場を良くする仕事」に時間を使うために。本記事が、皆様のダッシュボード構築プロジェクトの一助となれば幸いです。
KonektiEXの詳しい機能や、実際の画面操作をご覧いただけるオンラインデモも随時実施しております。自社の工場にフィットするかどうか、まずはお気軽にお問い合わせください。